- Каталог
- K-Flex
- Thermaflex
- Тилит
- Rockwool
- Energoflex
- Аксессуары
- Техническая теплоизоляция
- Трубная изоляция из вспененного полиэтилена
- K-Flex PE
- Thermaflex ThermaEco
- Thermaflex FRZ
- Thermaflex ThermaSmart Pro
- Thermaflex Thermacompact IS (S)
- Тилит Супер
- Тилит Супер Протект
- Тилит Блэк Стар
- Тилит Блэк Стар Сплит
- Трубки Energoflex Super 1,2 м
- Трубки Energoflex Super 2 м
- Трубки Energoflex Super SK 2 м
- Трубки Energoflex Super Protect
- Трубки Energoflex Блэк Стар 2 м
- Трубки Energoflex Блэк Стар Сплит 2 м
- Трубки Energoflex Acoustic
- Трубная изоляция из вспененного каучука
- Листовая изоляция из вспененного полиэтилена
- Листовая изоляция из вспененного каучука
- Трубная изоляция из минеральной ваты
- Листовая изоляция из минеральной ваты
- Изоляция для теплого пола
- Покрытия
- Огнезащита
- Трубная изоляция из вспененного полиэтилена
- Предизолированные трубопроводы
- Медные трубы
- О нас
- Специалистам
- Контакты


Электрофузионная сварка (электромуфтовая)
- Однотрубные системы для отопления
- Однотрубные системы для ГВС и ХВС
- Двухтрубные системы для отопления
- Двухтрубные системы для ГВС и ХВС
- Многотрубные системы
 Сварка производится в автоматическом режиме аппаратом для электрофузионной сварки - +GF+ HWSG-3 T-EF-DEVICE3/220V
Сварка производится в автоматическом режиме аппаратом для электрофузионной сварки - +GF+ HWSG-3 T-EF-DEVICE3/220V
1. Аккуратно отрезать трубу труборезом под прямым углом.

2. Нанести маркером отметку на трубе соответствующую полной глубине вставки трубы в фитинг (глубина вставки трубы на фитинге отмечена риской).
3. Зачистка труб.
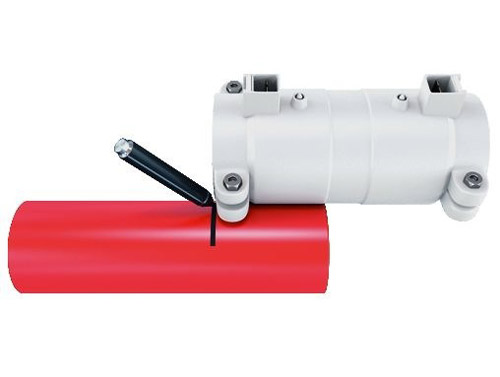
3.1 Для труб с антидиффузионным слоем (красные трубы) произвести его зачистку, используя универсальный фаскосниматель, следуя инструкции ниже.
Инструкция по работе с универсальным фаскоснимателем T-SCRAPER25-90S
1x T-SCRAPER25-90 – фаскосниматель нож-насадка на 25-90 диаметры

 1x T-GAUGE25N – калибратор на 25 диаметр
1x T-GAUGE25N – калибратор на 25 диаметр
1x T-GAUGE32N – калибратор на 32 диаметр
1x T-GAUGE40N – калибратор на 40 диаметр
1x T-GAUGE50N – калибратор на 50 диаметр
1x T-GAUGE63N – калибратор на 63 диаметр
1x T-GAUGE75N – калибратор на 75 диаметр
1x T-GAUGE90N – калибратор на 90 диаметр
1x T-SLUGGINGPART – ударная насадка
1x T-SLUGSTOPPER – упор
1x T-RUBBERMALLET – резиновый молоток
1x T-TORX-SD – звездообразная отвертка
1x T-SCRAPER-CASE - чемодан
ВНИМАНИЕ!
- Проверка качества: при правильной настройке нож фаскоснимателя снимает не более 0.3 мм от толщины стенки трубы!
- Зачищать надо только один раз, если после зачистки на трубе осталось некоторое количество кислородного барьера красного цвета, используйте скребок для удаления оставшегося слоя или отрезайте трубу для новой процедуры зачистки.
- Всегда кладите обратно в ящик нож и необходимые аксессуары после использования.
Перед началом удаления кислородного барьера с трубы необходимо на трубе сделать отметку, до которой необходимо снимать фаску, соответствующую глубине вставки фитинга в трубу.

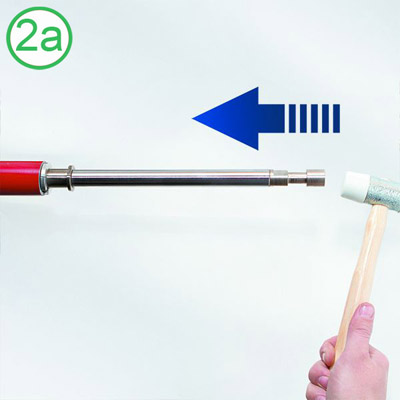 Вставляем калибратор, соответствующий диаметру трубы, до упора.
Для труб диаметрами 25 и 32 используем резиновый молоточек для установки калибратора.
Вставляем калибратор, соответствующий диаметру трубы, до упора.
Для труб диаметрами 25 и 32 используем резиновый молоточек для установки калибратора.
 Для диаметров от 40 до 90 используем ударную насадку для установки калибратора. Надеваем насадку на ось калибратора и, двигая ее в продольном направлении по оси калибратора, ударяем в край калибратора пока он полностью не войдет в трубу, затем снимаем ударную насадку.
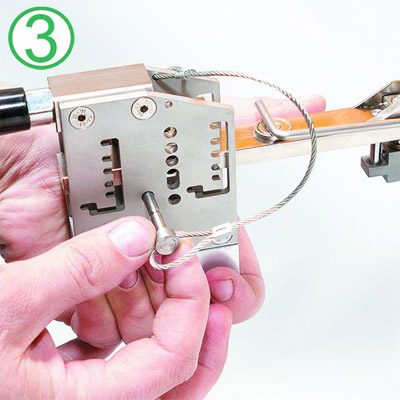
На фаскоснимателе для установки требуемого диаметра трубы вынимаем фиксирующую шпильку.
Для диаметров от 40 до 90 используем ударную насадку для установки калибратора. Надеваем насадку на ось калибратора и, двигая ее в продольном направлении по оси калибратора, ударяем в край калибратора пока он полностью не войдет в трубу, затем снимаем ударную насадку.
На фаскоснимателе для установки требуемого диаметра трубы вынимаем фиксирующую шпильку.
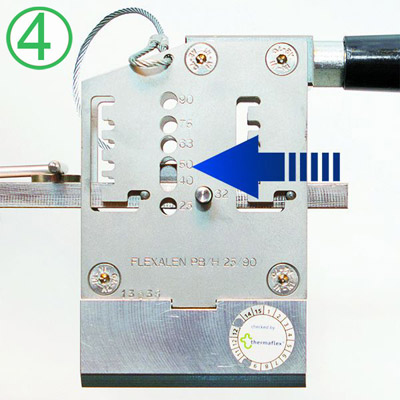
 Устанавливаем диаметр трубы - вставляем фиксирующую шпильку.
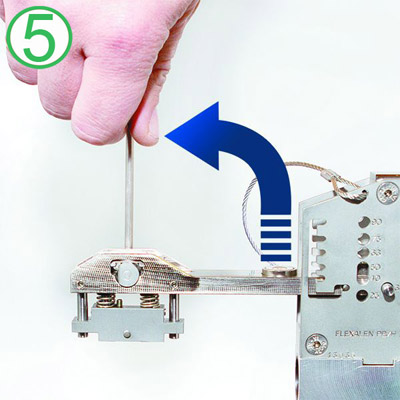
Поднимаем нож.
Устанавливаем диаметр трубы - вставляем фиксирующую шпильку.
Поднимаем нож.
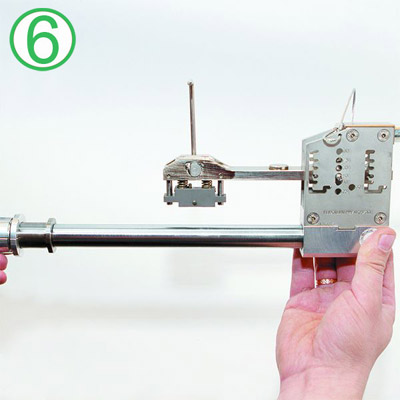
 Устанавливаем фаскосниматель на ось калибратора.
Подводим фаскосниматель с ножом к краю трубы, не заходя на саму трубу. Опускаем нож. Нож не должен соприкасаться с трубой.
Устанавливаем фаскосниматель на ось калибратора.
Подводим фаскосниматель с ножом к краю трубы, не заходя на саму трубу. Опускаем нож. Нож не должен соприкасаться с трубой.
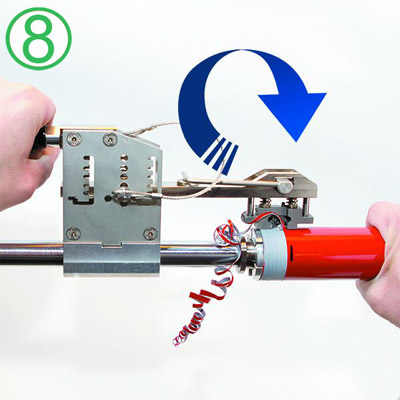
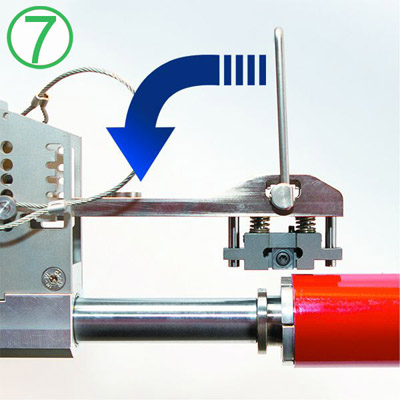
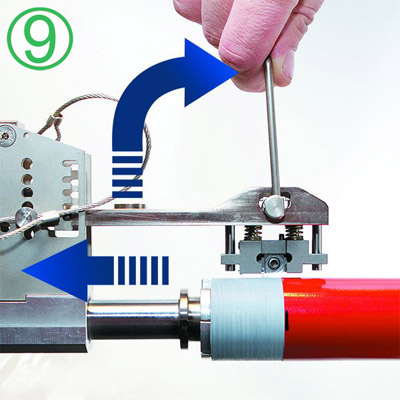 Зачистку производим путем плавного вращения ножа по часовой стрелке. Периодически снимаем стружку.
Как только площадь очищаемой поверхности достигнет отметки на трубе, соответствующей глубине вставки трубы в фитинг, необходимо поднять ручку ножа и удалить нож.
Зачистку производим путем плавного вращения ножа по часовой стрелке. Периодически снимаем стружку.
Как только площадь очищаемой поверхности достигнет отметки на трубе, соответствующей глубине вставки трубы в фитинг, необходимо поднять ручку ножа и удалить нож.

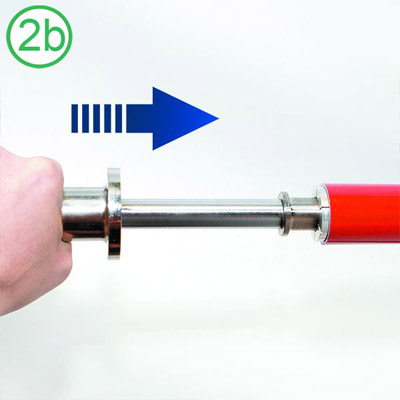
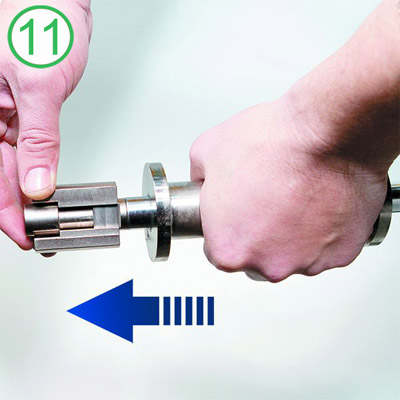 Вынимаем калибратор: Одеваем на ось калибратора ударную насадку, на край оси калибратора надеваем упор и используем ударную насадку.
Вынимаем калибратор, ударяя ударной насадкой по упору.
Вынимаем калибратор: Одеваем на ось калибратора ударную насадку, на край оси калибратора надеваем упор и используем ударную насадку.
Вынимаем калибратор, ударяя ударной насадкой по упору.
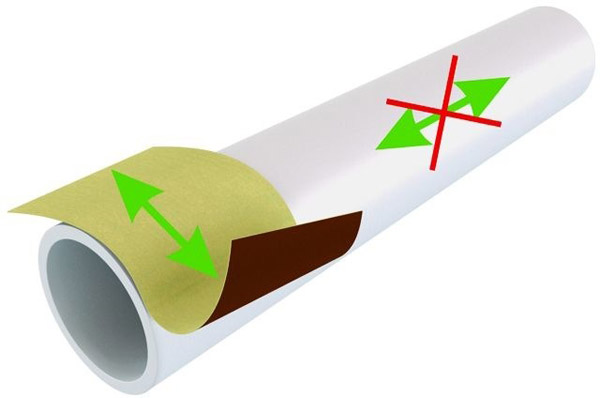
3.2. Для труб без антидиффузионного слоя (серые трубы) с помощью влагостойкой наждачной бумаги (зернистостью 240-260) зачистить конец трубы, подлежащий сварке, до сделанной ранее отметки круговыми движениями в поперечном направлении трубы (ВНИМАНИЕ: не тереть вдоль трубы!).
4. Продолжить подготовку к электрофузионной сварке, для этого необходимо протереть (обезжирить) зачищенный конец трубы и внутреннюю часть фитинга очистителем Tangit для PE/PP/PB труб.

5. Вставить концы трубы в центрирующую струбцину, сдвигая концы труб вставить их в сварную муфту. Использование струбцины необходимо, чтобы снять напряжение от остаточной деформации трубопроводов после размотки их из бухты.
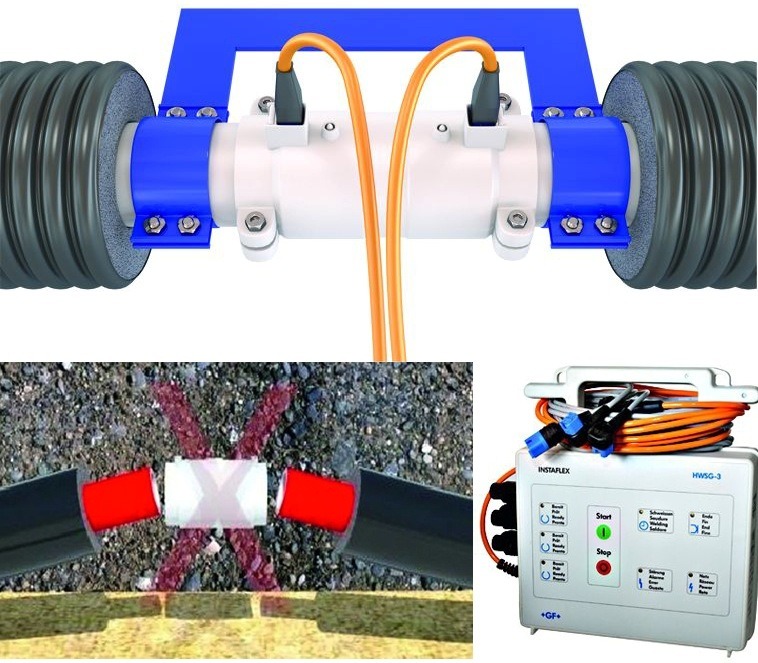
Надеть клеммы аппарата на фитинг. На аппарате загорится индикатор успешного соединения и раздастся звуковой сигнал. Нажать кнопку (Start). Сварка происходит в автоматическом режиме. Аппарат сам определяет необходимое время нагрева и окончания сварки. Дождаться окончания процесса сварки. В процессе сварки на фитинге выйдут индикаторы, подтверждающие, что сварка произведена. После окончания сварки дать фитингу остыть требуемое время – в течение этого время центрирующие струбцины не снимать!
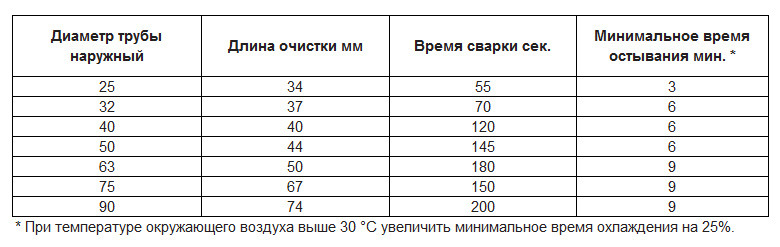
Сварка производится при температуре окружающей среды от +5 °С до +35 °С
Таблица времени остывания
г. Ростов-на-Дону, ул. Орская, 10/4, тел/факс (863) 283-23-21, 283-23-22, 246-62-95
г. Краснодар, ул. Лизы Чайкиной, 16, тел. (861) 210-02-47, 299-97-09
г. Ставрополь, ул. 50-лет ВЛКСМ, 109, офис 410 (БЦ «45 Параллель»), тел (8652) 59-60-40
© 2024 ООО Климат-Эксперт